
Operations performed in a lathe
Various operations are performed in a lathe other than plain turning are:
1. Facing
2. Turning a. Straight turning b. Step turning
3. Chamfering
4. Grooving
5. Forming
6. Knurling
7. Undercutting
8. Eccentric turning
9. Taper turning
10. Thread cutting
11. Drilling
12. Reaming
13. Boring
14. Tapping
Facing
Facing is the operation of machining the ends of a piece of work to produce flat surface which is square with the axis. The operation involves feeding the tool perpendicular to the axis of rotation of the work.

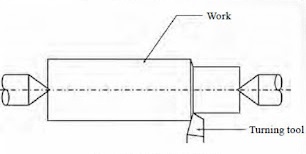
Straight turning
Turning in a lathe is to remove excess material from the workpiece to produce a cylindrical surface of required shape and size. Straight turning The work is turned straight when it is made to rotate about the lathe axis and the tool is fed parallel to the lathe axis. The straight turning produces a cylindrical surface by removing excess metal from the workpieces.
s
Step turning
Step turning is the process of turning different surfaces having different diameters. The work is held between centres and the tool is moved parallel to the axis of the lathe. It is also called shoulder turning.
Chamfering
Chamfering is the operation of bevelling the extreme end of the workpiece. The form tool used for taper turning may be used for this purpose. Chamfering is an essential operation after thread cutting so that the nut may pass freely on the threaded workpiece.

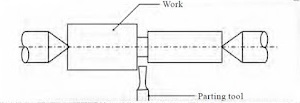
Grooving
Grooving is the process of cutting a narrow groove on the cylindrical surface of the workpiece. It is often done at end of a thread or adjacent to a shoulder to leave a small margin. The groove may be square, radial or bevelled in shape.

Undercutting
Undercutting is done (i) at the end of a hole (ii) near the shoulder of stepped cylindrical surfaces (iii) at the end of the threaded portion in bolts. It is a process of enlarging the diameter if done internally and reducing the diameter if done externally over a short length. It is useful mainly to make fits perfect. Boring tools and parting tools are used for this operation.
Forming
Forming is a process of turning a convex, concave or any irregular shape. For turning a small length formed surface, a forming tool having cutting edges conforming to the shape required is fed straight into the work.
Knurling
Knurling is the process of embossing a diamond shaped pattern on the surface of the workpiece. The knurling tool holder has one or two hardened steel rollers with edges of required pattern. The tool holder is pressed against the rotating work. The rollers emboss the required pattern. The tool holder is fed automatically to the required length. Knurls are available in coarse, medium and fine pitches. The patterns may be straight, inclined or diamond shaped. The purpose of knurling is
1. To provide an effective gripping surface
2. To provide better appearance to the work
3. To slightly increase the diameter of the work

Taper turning
Taper A taper may be defined as a uniform increase or decrease in diameter of a piece of work measured along its length.
No comments:
Post a Comment