
The various work holding devices used in lathe are:
Chuck
Lathe centre
Carrier and catch plate
Mandrel
Face Plate
Rest
Chuck
This is the most widely used work holding device in lathe
Work can be tight rigidly and easily by loosening or tightening the jaws of the chuck by using a chuck key.
Different types of chuck available are:
Four jaw independent chuck
Three jaw universal or self centring chuck
Combination chuck
Magnetic chuck
Collet chuck
Air or hydraulic operated chuck
Drill chuck
Four jaw independent chuck
This chuck has four jaws and each of which can be tightened independently by its screw.
It can hold work pieces other than round section also.
This type of chuck is particularly used in the setting up of heavy and irregular shaped work pieces.

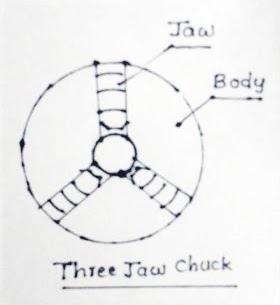
Three Jaw Chuck
Three jaws and three square slots are provided on the circumference of the body. All jaws can be moved simultaneously by rotating any one of the key slot
Speedy centring of the work piece is possible
It cannot hold heavy work pieces as it is not rigid clamping as four jaw chuck. A scroll plate is used to move the jaws simultaneously.
Combination chuck
This chuck can be used both as an independent and self centring chuck.
Magnetic chuck
This chuck is used for holding very thin work pieces made of magnetic materials which cannot be held in an ordinary chuck. The holding power is obtained by an electric or permanent magnet placed within the chuck.
Collet chuck
Collet chucks are used for holding bar stock in production work where quick setting and accurate centring is needed. The body of the chuck has a taper bore into which split collets are fitted. This collet can be drawn in pus out by a lever mechanism to tight or loose the work piece.
Air or Hydraulic operated chuck
In this chuck jaws are opened or closed by hydraulic or pneumatic actuators. This fast and reliable clamping method used in mass production work.
Drill chuck
Drill chuck is used in lathe for drilling and other related operations. It has self centring jaws and is operated by chuck key or by hand. The chuck is fixed into the tapered bore of the tailstock spindle.
Lathe Centres
Long and slender work pieces are turned between centres- Live centre with headstock spindle and dead centre at the tailstock spindle.
They are made out of very hard materials to resist wear and deflection. The included angle of the centre is usually 60 degree for general work and 75 degree for heavy work. The shank of the centre is machined to morse standard taper (0-6). Different types of centres are:
Ordinary centre
Ball centre
Revolving centre
Half centre
Tipped centre
Insert type centre
Pipe centre

Ordinary centre is a general purpose centre.
Ball centre is specially used while taper turning to support the end.
Revolving centre is a frictionless centre fitted with bearing which is suited for supporting jobs running at high speed.
Half centre is used while facing operation to clear the tool.
The centres tipped with hard alloys are excellent to resist wear but expensive.
Pipe centres are used to support the hollow parts.
Carriers and Catch Plates
Carriers and catch plates are used to drive work piece when it is turned between centres.
The carrier or driving dog is attached at the end of the work piece by a set screw
The catch plate is bolted the nose of the headstock spindle
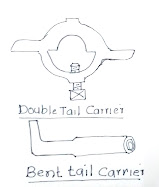
Types of carriers and catch plates are shown in figure
Single pin catch plate and straight tail carrier
Double pin catch plate and double slotted carrier
Double tail carrier
Bent tail carrier

Face Plate

Face plate is used for holding work pieces which cannot be conveniently held between centres or by chucks.
This has T-slots for clamping the work piece by nut and bolt.
Mandrel
Mandrels are used for holding and rotating a hollow work piece that has been previously drilled or bored.
The mandrel is fitted with a taper fit inside the hollow work piece and turned either between centres or by holding in a chuck.
Different types of mandrel in use are:
1. Plain mandrel
This mandrel has a plain single diameter with slight taper and is suited to hold only a particular diameter hole.
Different mandrels are used for every different size of holes
2. Step mandrel
As it has several steps different work pieces having different size of holes can be hold without replacing the mandrel each time
3. Collar mandrel
This type of mandrel is used for holding work pieces having holes of large diameter. This design not only reduces its weight but fits better than a solid mandrel also.
4.Screwed mandrel
It is threaded at its one end with a collar to hold work pieces having internal thread
5. Cone mandrel
This type of mandrel is suitable for holding work piece having hole diameters by placing the work piece on two cones and tightening the nut
6. Gang mandrel
This type mandrel is used to hold a number of hollow workpiece and tight by a nut. Considerable time is saved by using this mandrel in mass production work.


Rests
A rest is a mechanical device to support a long slender workpiece when it is turned between centres or by a chuck.
It is placed at some intermediate point to prevent the workpiece from bending due to its own weight and vibrations setup due to the cutting force.
There are two different types of rests
1. Steady rest
2. Follower rest
Steady rest
Steady rest is made of cast iron. It may be made to slide on the lathe bed ways and clamped at any desired position where the workpiece needs support. It has three jaws. These jaws can be adjusted according to the diameter of the work. One or more steady rests may be used to support the free end of a long work.

Follower rest
It consists of a ‘C’ like casting having two adjustable jaws to support the workpiece. The rest is bolted to the back end of the carriage. During machining, it supports the work and moves with the carriage. So, it follows the tool to give continuous support to the work to be able to machine along the entire length of the work.
No comments:
Post a Comment